
Homogénéisation
Définition
L'homogénéisation est un processus de réduction d'une substance pour obtenir un homogénat par uniformisation des particules. Les produits homogénéisés peuvent être les globules gras du lait transformés en particules extrêmement petites. Ainsi, le gras est distribué uniformément dans un liquide, tel que le lait.
L'homogénéisation est un processus par lequel les gouttelettes de graisse du lait sont émulsifiées et la crème ne se sépare pas. Elle est LA technologie derrière la rupture des globules gras qui deviennent beaucoup plus petits.
En biologie, l'homogénéisation est la préparation d'une suspension de constituants cellulaires à partir d'un tissu par traitement physique dans un liquide. Ex. : l'homogénéisation mécanique du tissu foliaire forme un homogénat exploitable en laboratoire.
L'homogénéisation du lait :
Lors de l'homogénéisation, le lait est forcé à travers un espace étroit où les globules gras sont divisés. Grâce à un homogénéisateur à haute pression, le produit non homogénéisé inséré sort homogénéisé. L'homogénéisateur est une grande pompe à haute pression avec un dispositif d'homogénéisation. Après homogénéisation et pasteurisation, le lait est acheminé vers un réservoir de stockage
Explications
L'homogénéisation est devenue un processus industriel standard, universellement pratiqué comme moyen de stabilisation de l'émulsion grasse contre la séparation par gravité. Gaulin, qui a inventé le procédé en 1899, l'a décrit en français comme "fixer la composition des liquides".
L'homogénéisation provoque principalement la rupture des globules gras en globules beaucoup plus petits. Par conséquent, il diminue le crémage et peut également diminuer la tendance des globules à s'agglutiner ou à fusionner. Essentiellement, tout le lait homogénéisé est produit par des moyens mécaniques. Le lait est forcé à travers un petit passage à grande vitesse.
La désintégration des globules gras d'origine est obtenue par une combinaison de facteurs contributifs tels que la turbulence et la cavitation. L'homogénéisation réduit la taille des globules gras d'une moyenne de 3,5 µm de diamètre à moins de 1 µm. Cela s'accompagne d'une multiplication par quatre à six de la surface d'interface graisse/plasma. Les globules de graisse nouvellement créés ne sont plus complètement recouverts du matériau membranaire d'origine. Au lieu de cela, ils sont recouverts d'un mélange de protéines adsorbées à partir de la phase plasma.
Des recherches ont étudié un complexe graisse-protéine produit par l'homogénéisation du lait. Ils ont montré que la caséine était la moitié protéique du complexe et qu'elle était probablement associée à la fraction grasse par des forces de liaison polaires. Il est postulé en outre que la micelle de caséine était activée au moment où elle traversait la valve de l'homogénéisateur, la prédisposant à l'interaction avec la phase lipidique.
Exigences de processus
L'état physique et la concentration de la phase grasse au moment de l'homogénéisation contribuent sensiblement à la taille et à la dispersion des globules gras qui en résultent.
L'homogénéisation du lait froid, dans lequel la matière grasse est essentiellement solidifiée, est pratiquement inefficace. Le traitement à des températures propices à la solidification partielle de la matière grasse du lait (c'est-à-dire en dessous de 40 °C) entraîne une dispersion incomplète de la phase grasse.
Les produits à forte teneur en matières grasses sont plus difficiles à homogénéiser et également plus susceptibles de présenter des signes d'agglutination des graisses, car la concentration de protéines sériques est faible par rapport à la teneur en matières grasses. Habituellement, la crème avec une teneur en matières grasses supérieure à 20 % ne peut pas être homogénéisée à haute pression, car des amas se forment en raison du manque de matériau membranaire (caséine). L'augmentation de la température d'homogénéisation diminue la viscosité du lait et améliore le transport du matériau membranaire vers les globules gras.
Les températures d'homogénéisation normalement appliquées sont de 55 à 80 °C et la pression d'homogénéisation est comprise entre 10 et 25 MPa (100 à 250 bars), selon le produit.
Caractéristiques de débit
Lorsque le liquide passe l'espace étroit, la vitesse d'écoulement augmente. La vitesse augmentera jusqu'à ce que la pression statique soit si basse que le liquide commence à bouillir. La vitesse maximale dépend principalement de la pression d'entrée (d'homogénéisation). Lorsque le liquide quitte l'espace, la vitesse diminue et la pression augmente à nouveau. Le liquide cesse de bouillir et les bulles de vapeur implosent.
Théories de l'homogénéisation
De nombreuses théories du mécanisme d'homogénéisation à haute pression ont été présentées au fil des ans. Pour une dispersion huile-dans-eau peu visqueuse comme le lait, où la plupart des gouttelettes sont de l'ordre d'un µm (10 –6 m) de diamètre, deux théories ont survécu. Ensemble, ils donnent une bonne explication de l'influence de différents paramètres sur l'effet d'homogénéisation.
La théorie de la rupture des globules par des tourbillons turbulents ("micro-vortex") est basé sur le fait qu'un jet de liquide se forme à la sortie de l'entrefer. Au fur et à mesure que le jet se brise, de nombreux petits tourbillons se créent. Une pression plus élevée équivaut à une vitesse de jet plus élevée qui donne des tourbillons plus petits et des tourbillons plus riches en énergie. Si un tourbillon frappe une gouttelette d'huile à peu près de la même taille, la gouttelette sera déformée et finalement se brisera. Cette théorie prédit comment l'effet d'homogénéisation varie avec la pression d'homogénéisation. Cette relation a été démontrée dans de nombreuses enquêtes.
La théorie de la cavitation, quant à elle, prétend que les ondes de choc créées lorsque les bulles de vapeur implosent perturbent les gouttelettes de graisse. Selon cette théorie, l'homogénéisation a lieu lorsque le liquide quitte l'espace, de sorte que la contre-pression qui est importante pour contrôler la cavitation est importante pour l'homogénéisation. Cela a également été démontré dans la pratique. Cependant, il est possible d'homogénéiser sans cavitation, mais c'est moins efficace.
Homogénéisation en une étape et en deux étapes
Les homogénéisateurs peuvent être équipés d'un ou de deux dispositifs d'homogénéisation connectés en série, d'où les noms d'homogénéisation en une étape et d'homogénéisation en deux étapes. Il y a perturbation des globules gras dans les premier et deuxième stades d'homogénéisation.
Dans l'homogénéisation en une seule étape et l'homogénéisation en deux étapes, la pression d'homogénéisation totale (P1) est utilisée sur le premier dispositif. Dans l'homogénéisation en une seule étape, la contre-pression (P2) est créée par le procédé. Dans l'homogénéisation en deux étapes, la contre-pression (P2) est créée par la deuxième étape. Dans ce cas, la contre-pression peut être choisie pour obtenir une efficacité d'homogénéisation optimale. Avec les appareils modernes, les meilleurs résultats sont obtenus lorsque la relation P2/P1 est d'environ 0,2. La deuxième étape réduit également le bruit et les vibrations dans le tuyau de sortie.
L'homogénéisation en une seule étape peut être utilisée pour l'homogénéisation de produits à haute teneur en matières grasses exigeant une viscosité élevée (certaines formations de grappes).
L'homogénéisation en deux étapes est principalement utilisée pour obtenir des résultats d'homogénéisation optimaux et pour briser les amas de matières grasses dans les produits à haute teneur en matières grasses.
Effet de l'homogénéisation
L'effet de l'homogénéisation sur la structure physique du lait présente de nombreux avantages :
- Des globules de graisse plus petits conduisant à moins de formation de ligne de crème.
- Couleur plus blanche et plus appétissante.
- Sensibilité réduite à l'oxydation des graisses.
- Saveur plus corsée et meilleure sensation en bouche.
- Meilleure stabilité des produits laitiers fermentés.
Cependant, l'homogénéisation présente également certains inconvénients :
- Une sensibilité légèrement accrue à la lumière (lumière du soleil et tubes fluorescents) peut donner un "goût de lumière du soleil".
- Le lait pourrait être moins adapté à la production de fromages à pâte mi-dure ou à pâte dure car le coagulum sera trop mou et difficile à égoutter.
L'homogénéisateur
Un homogénéisateur haute pression est une pompe avec un dispositif d'homogénéisation. Un homogénéisateur est généralement nécessaire lorsqu'une homogénéisation à haut rendement est requise.
Le produit entre dans le bloc pompe et est mis sous pression par la pompe à piston. La pression obtenue est déterminée par la contre-pression donnée par la distance entre le forceur et le siège dans le dispositif d'homogénéisation. Cette pression P1 est toujours désignée pression d'homogénéisation. P2 est la contre-pression au premier étage.
La pompe haute pression
La pompe à piston de l'homogénéisateur est entraînée par un puissant moteur électrique, via des courroies et des poulies à travers une boîte de vitesses vers le vilebrequin et la transmission à bielle, qui convertit le mouvement de rotation du moteur au mouvement alternatif des pistons de la pompe.
Une pompe à piston est une pompe positive et sa capacité ne peut être ajustée qu'en modifiant la vitesse du moteur ou en modifiant la taille des poulies. Pour gérer des pressions plus élevées, des pistons de plus petit diamètre sont installés. Cela réduira la capacité maximale, car chaque taille de machine a une vitesse de vilebrequin maximale. Une machine plus grande a une longueur de course plus longue et/ou plus de pistons. Dans de nombreux cas, ces pistons ont également un diamètre plus grand.
Une pompe haute pression comporte normalement de trois à cinq pistons (9), fonctionnant dans des cylindres d'un bloc haute pression. Ils sont faits de matériaux très résistants. La machine est équipée de doubles joints de piston. L'eau est fournie à l'espace entre les joints pour lubrifier les pistons. Un mélange de condensat chaud et de vapeur peut également être fourni pour empêcher la réinfection lorsque l'homogénéisateur est placé en aval dans des processus aseptiques.
Une pompe à piston génère toujours un débit pulsé. L'accélération et la décélération du liquide créeront une pression pulsée dans le tuyau d'aspiration. Pour éviter la cavitation dans la pompe, il y a toujours un amortisseur sur le tuyau d'aspiration pour réduire la pulsation. Du côté de la sortie, la pulsation peut créer des vibrations et du bruit, c'est pourquoi le tuyau de sortie est également équipé d'un amortisseur.
Comme il s'agit d'une pompe positive, une pompe à piston ne doit pas fonctionner dans une série d'autres pompes positives, à moins qu'il n'y ait une dérivation - sinon le résultat peut être des variations de pression extrêmes et des équipements endommagés. Si le débit peut être arrêté en aval d'une pompe haute pression, il faut installer un dispositif de sécurité qui s'ouvre avant que la conduite n'éclate.
Le dispositif d'homogénéisation
La pompe à piston porte la pression du lait d'environ 300 kPa (3 bars) à l'entrée à une pression d'homogénéisation de 10–25 MPa (100–250 bar), selon le produit. La pression au premier étage avant l'appareil (la pression d'homogénéisation) est automatiquement maintenue constante. La pression d'huile sur le piston hydraulique et la pression d'homogénéisation sur le forcer s'équilibrent. L'unité hydraulique peut alimenter à la fois le premier et le deuxième étage avec une pression réglée individuellement. La pression d'homogénéisation est réglée en ajustant la pression d'huile. La pression d'homogénéisation réelle peut être lue sur un manomètre.
L'homogénéisation a toujours lieu dans la première étape. La deuxième étape a essentiellement deux objectifs :
- Fournir une contre-pression constante et contrôlée au premier étage, offrant les meilleures conditions possibles pour l'homogénéisation.
- Briser les grappes formées directement après l'homogénéisation.
Les pièces du dispositif d'homogénéisation sont rectifiées avec précision. Son siège est à un angle qui fait accélérer le produit de manière contrôlée, réduisant ainsi l'usure rapide qui interviendrait autrement.
Le lait est fourni à haute pression dans l'espace entre le siège et le forceur. La distance entre le siège et le forceur est d'environ 0,1 mm ou 100 fois la taille des globules gras dans le lait homogénéisé. La vitesse du liquide est normalement de 100 à 400 m/s dans l'espace annulaire étroit. Plus la pression d'homogénéisation est élevée, plus la vitesse est élevée.
L'homogénéisation prend 10 à 15 microsecondes. Pendant ce temps, toute l'énergie de pression délivrée par la pompe à piston est convertie en énergie cinétique. Une partie de cette énergie est reconvertie en pression après l'appareil. L'autre partie est libérée sous forme de chaleur; chaque 40 bar de chute de pression sur l'appareil donne une élévation de température de 1 °C. Moins de 1 % de l'énergie est utilisée pour l'homogénéisation, mais néanmoins, l'homogénéisation à haute pression est la méthode la plus efficace disponible.
Notez que la pression d'homogénéisation est la pression avant la première étape, pas la perte de charge.
Synonymes, antonymes
Voir tous les synonymes pour "homogénéisation".1 synonyme (sens proche) de "homogénéisation" :
- uniformisation
1 antonyme (sens contraire) :
- agglomération
Les mots ou les expressions apparentés à HOMOGÉNÉISATION sont des termes qui sont directement liés les uns aux autres par leur signification, générale ou spécifique.
Le mot HOMOGENEISATION est dans la page 2 des mots en H du lexique du dictionnaire.
Mots en H à proximité
homoduplex homodyname homogamétique homogamie homogénat homogénéisationhomogreffe homohydre homoiologie homologie homologue
En rapport avec "homogénéisation"

Un agglomérat est une accumulation grossière non ordonnée formant une masse ou un groupe.

Une cavitation est un processus de formation d'une cavité dans un liquide. Elle crée des bulles de gaz qui ouvre une cavité causée par la diminution...
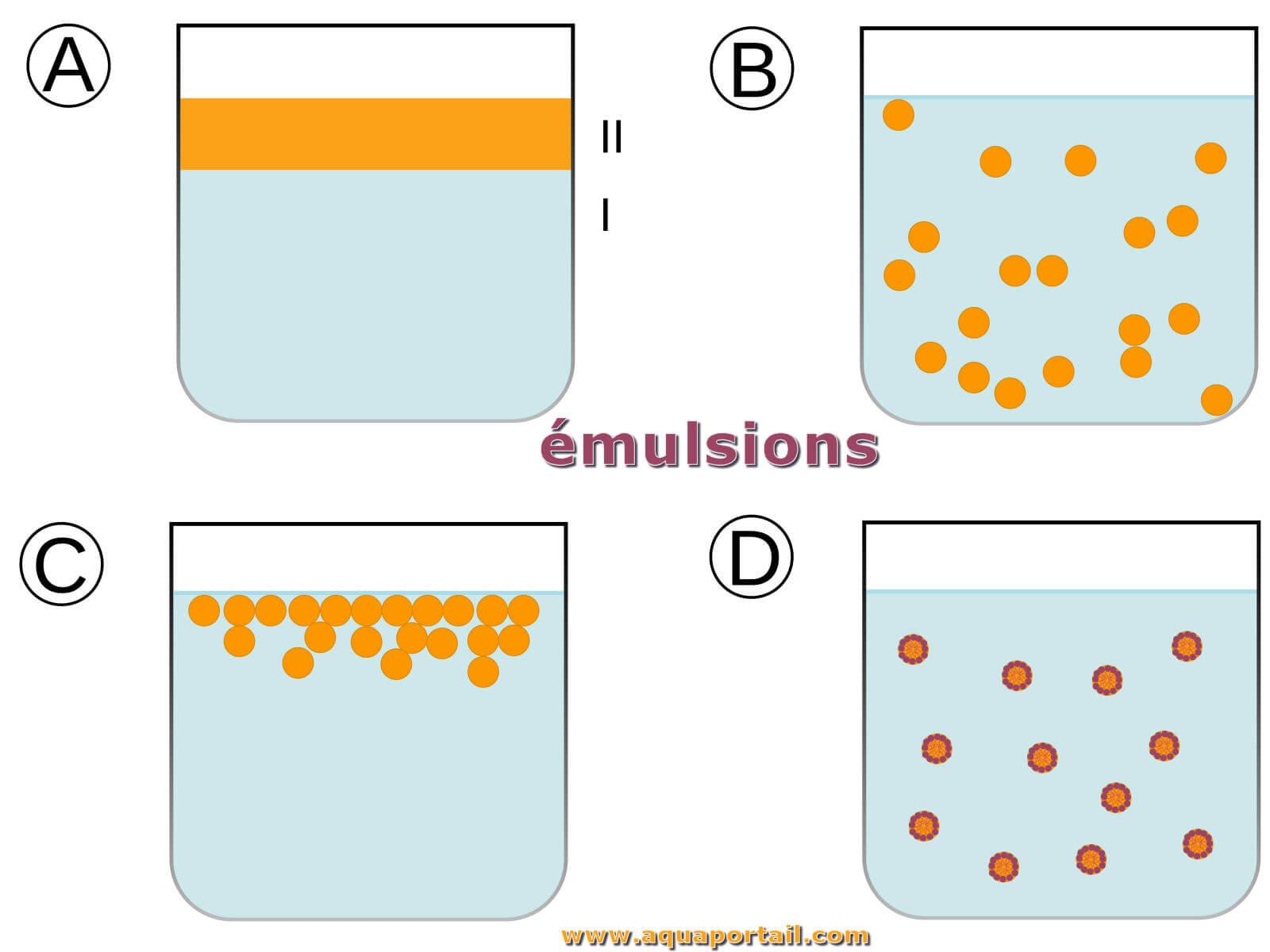
Une émulsion est un mélange de deux liquides non miscibles de manière plus ou moins homogène.

Un homogénat est un matériau obtenu par homogénéisation d'une bouillie de tissus biologiques et de cellules résultant d'une rupture mécanique...